




|
|
|
|
|
|
 English
English
|
На главную страницу |
|
ПОЛНОСТЬЮ ЦИФРОВЫЕ МИКРОПРОЦЕССОРНЫЕ ИНВЕРТОРНЫЕ СВАРОЧНЫЕ ПОЛУАВТОМАТЫ 3 В 1 |
||||

|
||||
1. НАЗНАЧЕНИЕ ИЗДЕЛИЯ |
||||
|
Полностью цифровой сварочный инвертор 3 в 1 имеет сварочные режимы: MMA, TIG AC/DC,TIG pulse AC/DC,
MIG adaptive, MIG pulse/double pulse (Argon, Mix) и предназначен для сварки черных, нержавеющих и цветных металлов.
Наличие трехфазного активного корректора мощности обеспечивает высокую стабильность и качество сварки. |
||||
2. ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
||||
|
Параметры питающей сети:
|
|
|||
|
сеть три фазы
долговременная мощность
мгновенная мощность
коэффициент мощности
коэффициент гармоник сетевого тока при потребляемой мощности 25 кВА |
380 В -15% - +10%
15 кВА
25 кВА
0,99
менее 3% |
|||
|
Нагрузочная способность при температуре воздуха 40 град. C:
|
|
|||
|
вариант AC/DC 100%
вариант DC 100%
|
200 А
315 А
|
|||
|
Параметры в режимах MIG adaptive и MIG pulse:
|
|
|||
|
режим
пульт дистанционного управления (MIG ДУ)
управление MIG ДУ
отображаемая информация MIG ДУ
тип проволоки
выходной ток для проволоки 0,8
выходной ток для проволоки 1,0
выходной ток для проволоки 1,2
управление
подстройка скорости и напряжения в режиме Synergy
время спада тока
предварительная продувка газа
завершающая продувка газа
количество сохраняемых программ
|
2х тактный и 4х тактный (2T/4T)
есть
ток, скорость подачи проволоки
ток, скорость подачи проволоки,
сталь/сталь омедненная,напряжение, 2T/4T сталь нержавеющая, алюминий, медь
30 - 250 А
40 - 300 А
50 - 300 А
синергетическое (Synergy) или ручное
-25% - +25%
0,1 - 5,0 сек. с шагом 0,1 сек.
0,2 - 10,0 сек. с шагом 0,1 сек.
0,5 - 30,0 сек. с шагом 0,1 сек.
32
|
|||
|
Дополнительные параметры в режиме MIG double pulse:
|
|
|||
|
частота импульсов
скважность импульсов
величина тока паузы |
0,5 - 10 Гц
10% - 90%
5% - 100% |
|||
|
Параметры в режиме MMA:
|
|
|||
|
выходной ток
Hot start
время действия Hot start
Arc force
Anti stick
регулировка выходного напряжения
|
10 - 315 А
+0% - +40%
0,02 - 0,5 сек.
+0% - +40%
через 2 сек.
35 - 70 В
|
|||
|
Параметры в режиме TIG:
|
|
|||
|
пульт дистанционного управления (TIG ДУ)
режим зажигания дуги
выходной ток
предварительная продувка газа
стартовый ток
время действия стартового тока
время нарастания тока
время спада тока
время удержания минимального тока
завершающая продувка газа
|
есть
HF(только с TIG ДУ) или LIFT
2 - 350 А
0,2 - 10,0 сек. с шагом 0,1 сек.
2 - 350 А
0,1 - 3,0 сек. с шагом 0,1 сек.
0,1 - 5,0 сек. с шагом 0,1 сек.
0,1 - 5,0 сек. с шагом 0,1 сек.
0,1 - 5,0 сек. с шагом 0,1 сек.
0,2 - 30,0 сек. с шагом 0,1 сек.
|
|||
|
Дополнительные параметры в режиме TIG pulse:
|
|
|||
|
частота импульсов
скважность импульсов
величина тока паузы |
0,5 - 200 Гц
5% - 95%
5% - 100% |
|||
|
Дополнительные параметры в режимах TIG AC и TIG AC pulse:
|
|
|||
|
форма тока полупериода сварки
форма тока полупериода очистки
комбинации полуволн сварки/очистки
частота выходных импульсов
баланс сварки/очистки |
прямоугольная, синус и треугольная
прямоугольная, синус и треугольная
все
50 - 200 Гц
25% - 75% |
|||
|
Механические параметры:
|
|
|||
|
габаритные размеры корпуса с ручкой
масса без кабелей подключения
|
165 х 340 х 450 мм
16 кг
|
|||
3. ПРИМЕЧАНИЯ |
||||
|
На рисунке 1 представлена форма входного тока в установившемся режиме
при входной мощности 21 кВт.
|
||||
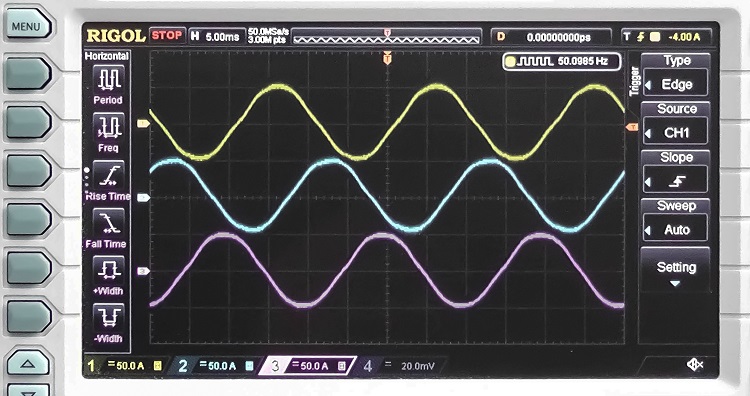
Рисунок 1 - Форма входного тока в установившемся режиме
при входной мощности 21 кВт
|
||||
|
На рисунке 2 представлены гармонические искажения входного тока при входной мощности 21 кВт.
|
||||
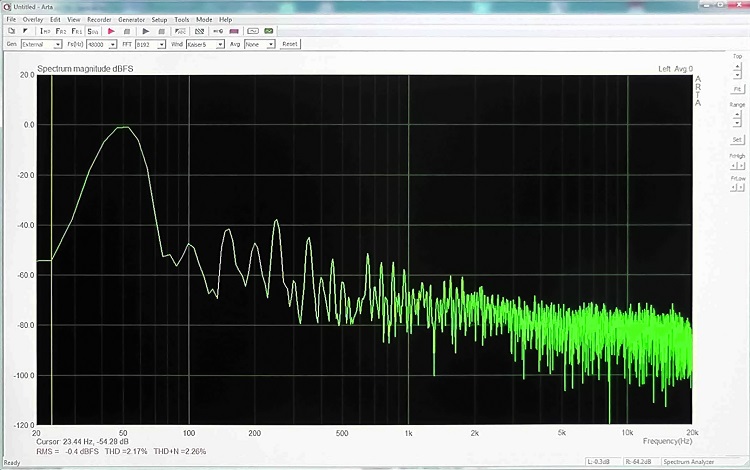
Рисунок 2 - Гармонические искажения входного тока при входной мощности 21 кВт
|
||||