




|
|
|
|
|
|
 Russian
Russian
|
Home |
|
FULLY DIGITAL MICROPROCESSOR INVERTER SEMIAUTOMATIC WELDERS 3 IN 1 |
||||

|
||||
1. PURPOSE OF USE |
||||
|
Fully digital microprocessor inverter welder 3 in 1 has the following welding modes: MMA, TIG AC/DC,TIG pulse AC/DC,
MIG adaptive, MIG pulse/double pulse (Argon, Mix). It is designed for welding of ferrous, unstainable and nonferrous metals.
Three-phase active power factor corrector (PFC) provides high stability and quality of welding. |
||||
2. TECHNICAL CHARACTERISTICS |
||||
|
Mains supply characteristics:
|
|
|||
|
three-phase
permanent power
instantaneous power
power factor
mains current total harmonic distortion at a power consumption of 25 kW |
380 VAC -15% - +10%
15 kW
25 kW
0,99
less than 3% |
|||
|
Load-carrying ability at air temperature of 40 degrees Celsius:
|
|
|||
|
variant AC/DC 100%
variant DC 100%
|
200 A
315 A
|
|||
|
MIG adaptive and MIG pulse mode parameters:
|
|
|||
|
mode
remote control (MIG RC)
MIG RC controlled parameters
MIG RC displayed information
wire type
output current for 0,8 mm wire
output current for 1,0 mm wire
output current for 1,2 mm wire
control type
wire feed speed and voltage adjustment in Synergy mode
current fall time
preliminary gas blow
final gas blow
user programs count
|
2/4 stroke (2T/4T)
available
current, wire feed speed
current, wire feed speed, voltage, 2T/4T
steel/copper-plated steel, stainless steel,aluminium, copper
30 - 250 A
40 - 300 A
50 - 300 A
synergetic (Synergy) or manual
-25% - +25%
0,1 - 5,0 sec. with 0,1 sec. step
0,2 - 10,0 sec. with 0,1 sec. step
0,5 - 30,0 sec. with 0,1 sec. step
32
|
|||
|
Advanced parameters in MIG double pulse mode:
|
|
|||
|
pulse frequency
pulse ratio
pause current |
0,5 - 10 Hz
10% - 90%
5% - 100% |
|||
|
Parameters in MMA mode:
|
|
|||
|
output current
Hot start
Hot start time
Arc force
Anti stick
output voltage adjustment
|
10 - 315 A
+0% - +40%
0,02 - 0,5 sec.
+0% - +40%
in 2 sec.
35 - 70 VDC
|
|||
|
Parameters in TIG mode:
|
|
|||
|
remote control (TIG RC)
arc initiation mode
output current
preliminary gas blow
starting current
starting current time
current rise time
current fall time
minimum current hold time
final gas blow
|
available
HF (with TIG RC only) or LIFT
2 - 350 A
0,2 - 10,0 sec. with 0,1 sec. step
2 - 350 A
0,1 - 3,0 sec. with 0,1 sec. step
0,1 - 5,0 sec. with 0,1 sec. step
0,1 - 5,0 sec. with 0,1 sec. step
0,1 - 5,0 sec. with 0,1 sec. step
0,2 - 30,0 sec. with 0,1 sec. step
|
|||
|
Advanced parameters in TIG pulse mode:
|
|
|||
|
pulse frequency
pulse ratio
pause current |
0,5 - 200 Hz
5% - 95%
5% - 100% |
|||
|
Advanced parameters in TIG AC and TIG AC pulse modes:
|
|
|||
|
welding half-cycle current waveform
cleaning half-cycle current waveform
welding/cleaning current waveform combinations
output-pulse frequency
welding/cleaning balance |
square, sine or triangular
square, sine or triangular
all possible combinations
50 - 200 Hz
25% - 75% |
|||
|
Mechanical parameters:
|
|
|||
|
case overall dimensions including handle
weight without welding cables
|
165 х 340 х 450 mm
16 kg
|
|||
3. REMARKS |
||||
|
Input current waveform in steady state mode at an input power of 21 kW is shown in figure 1.
|
||||
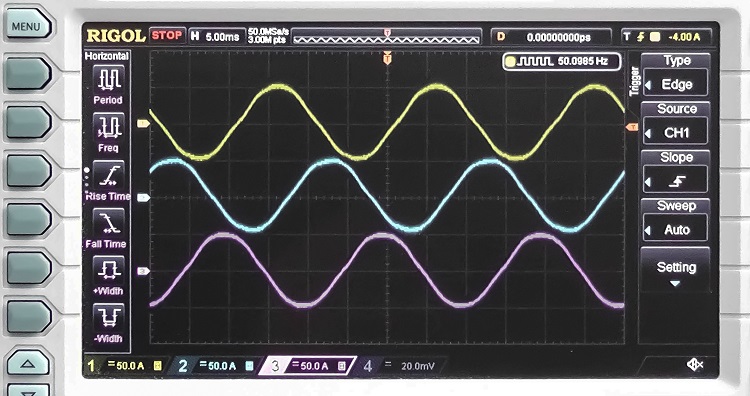
Figure 1 - Input current waveform in steady state mode at an input power of 21 kW
|
||||
|
Input current harmonic distortion at an input power of 21 kW is shown in figure 2.
|
||||
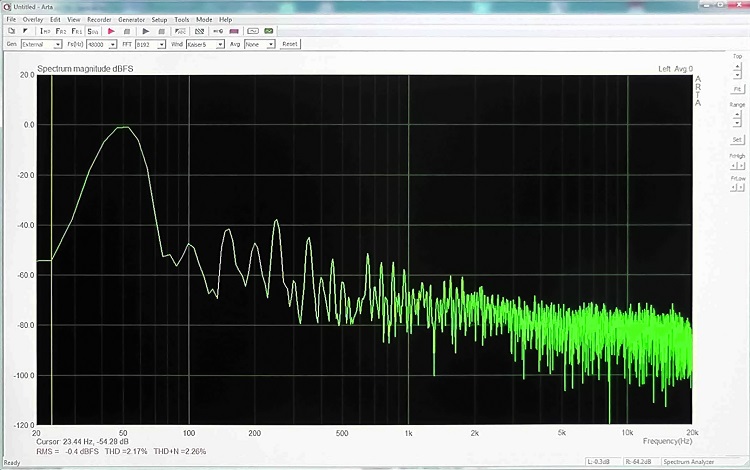
Figure 2 - Input current harmonic distortion at an input power of 21 kW
|
||||